Overview
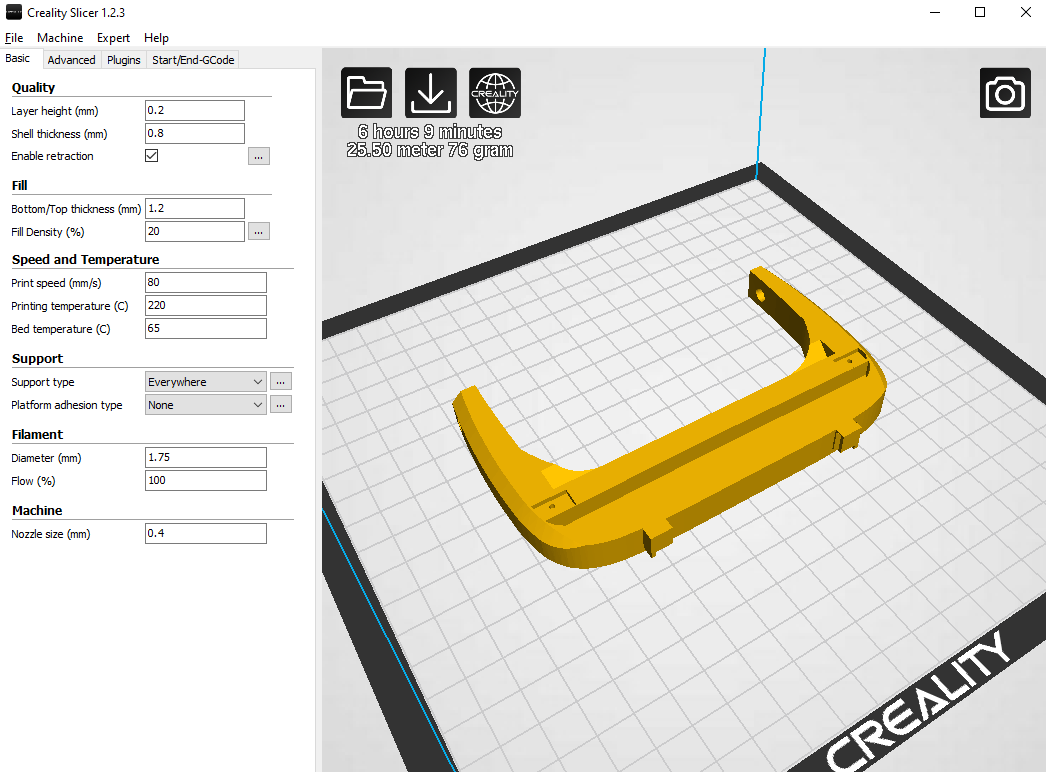
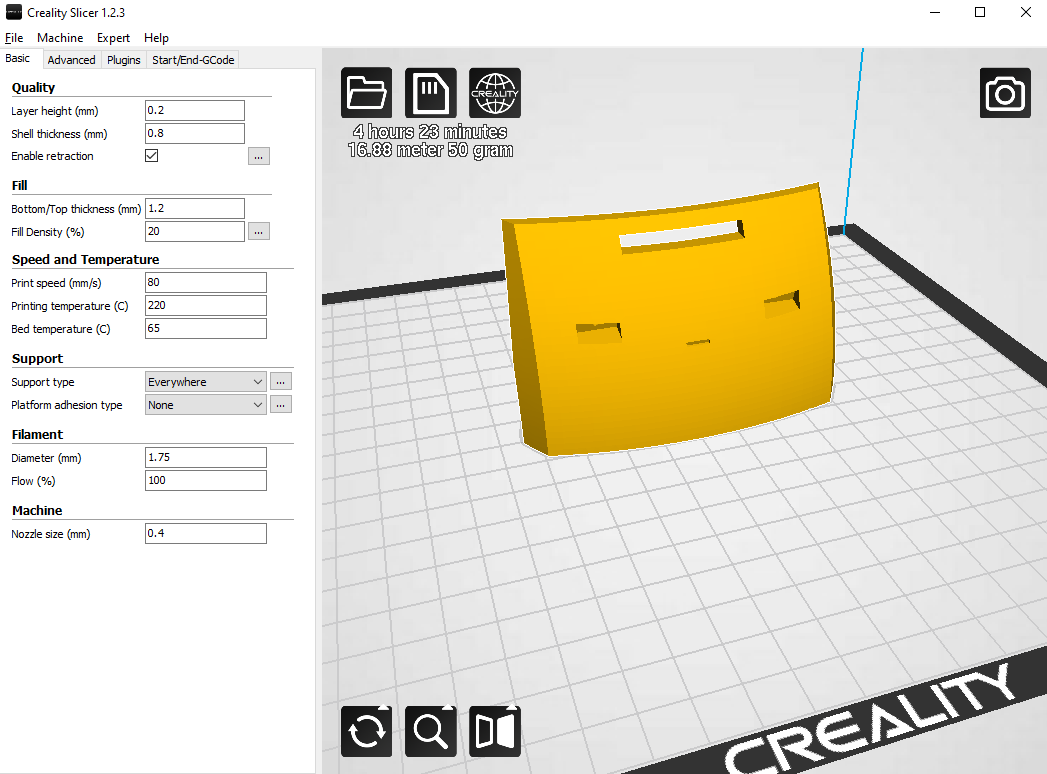
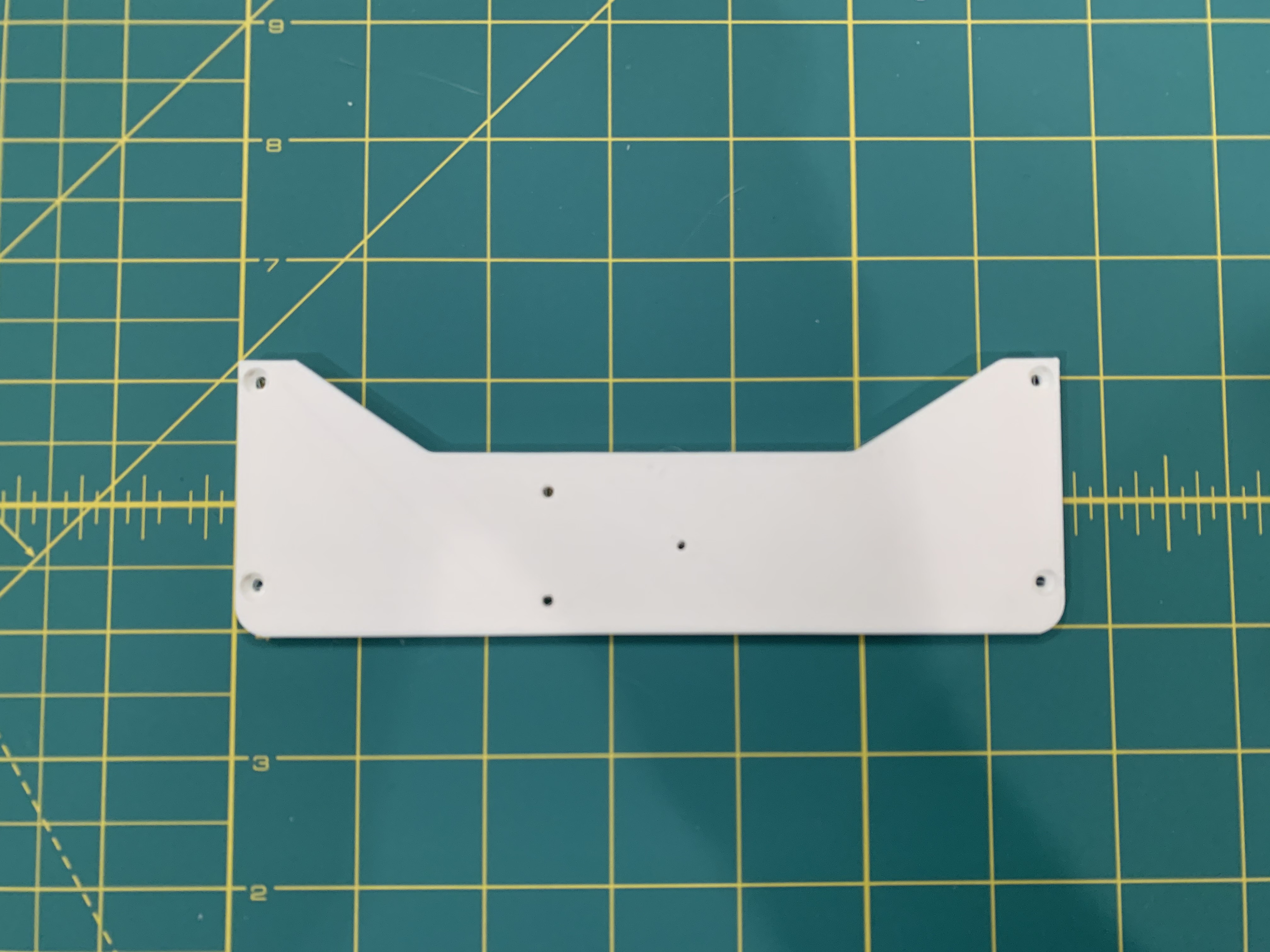
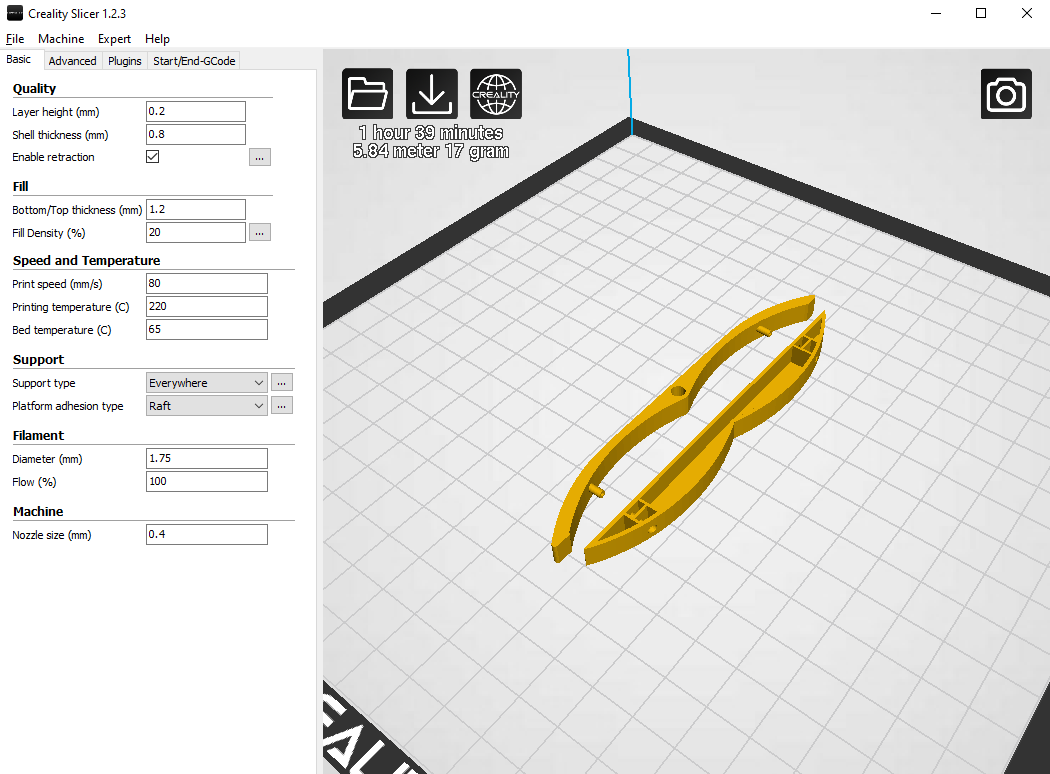
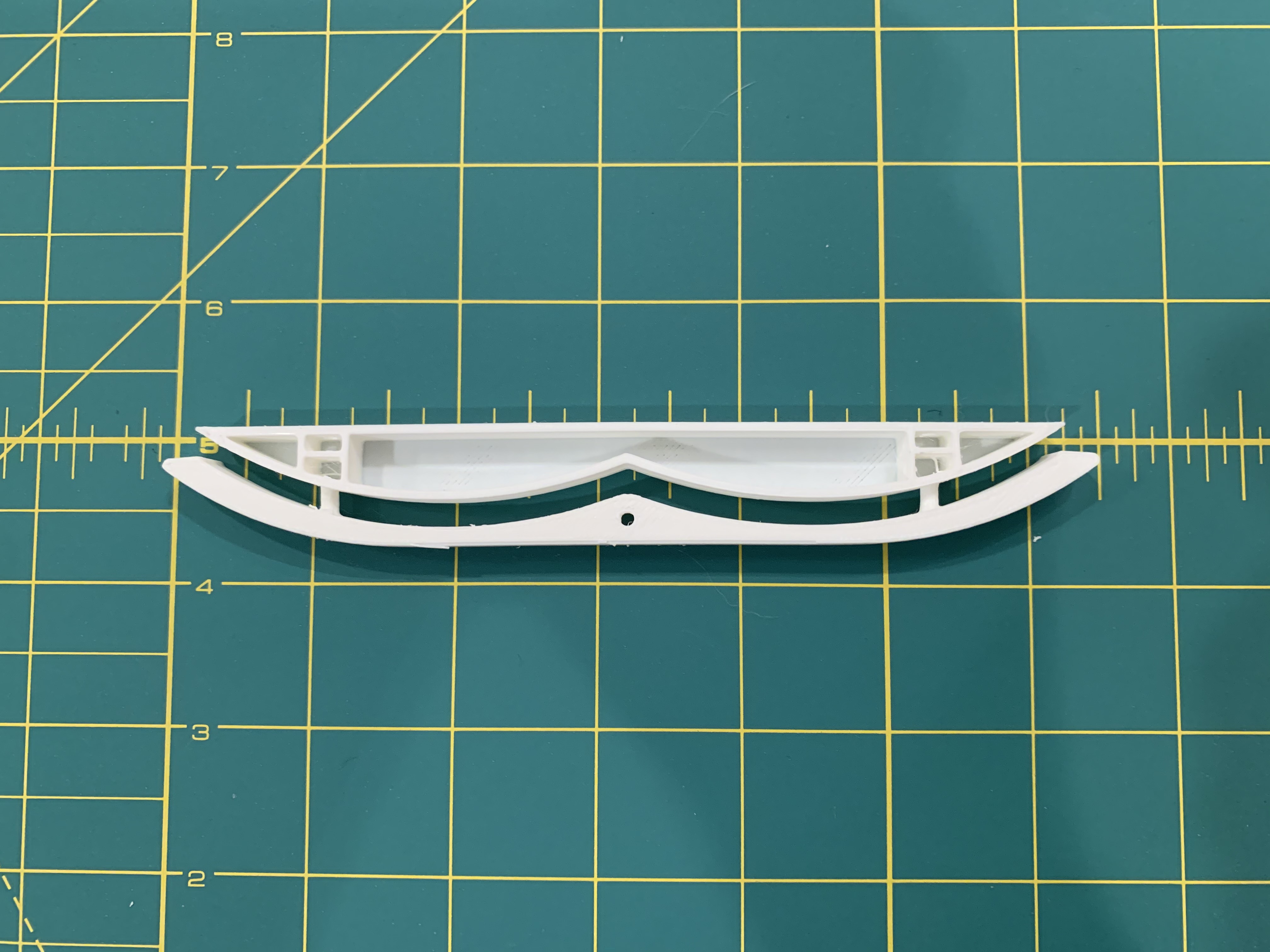
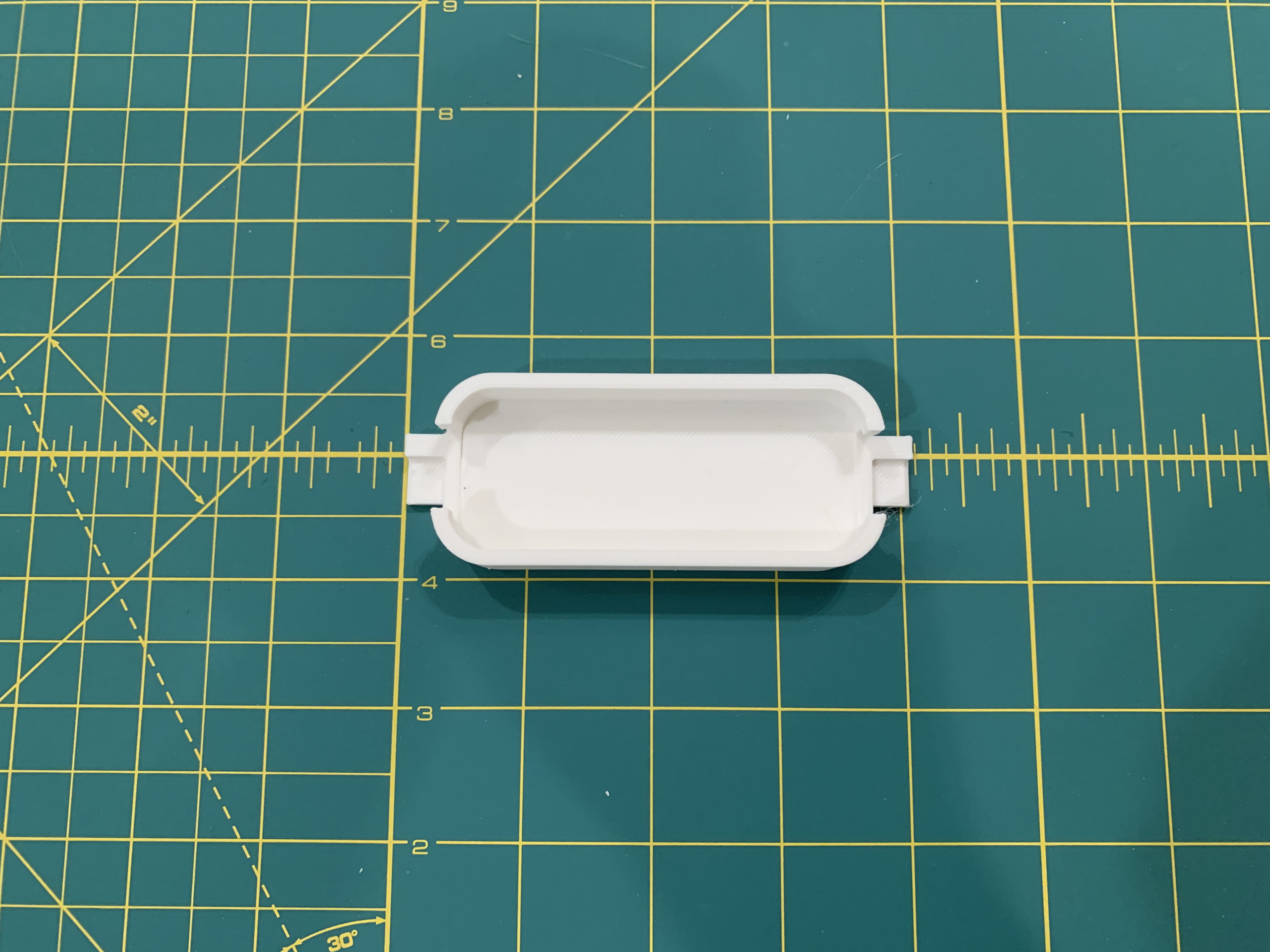
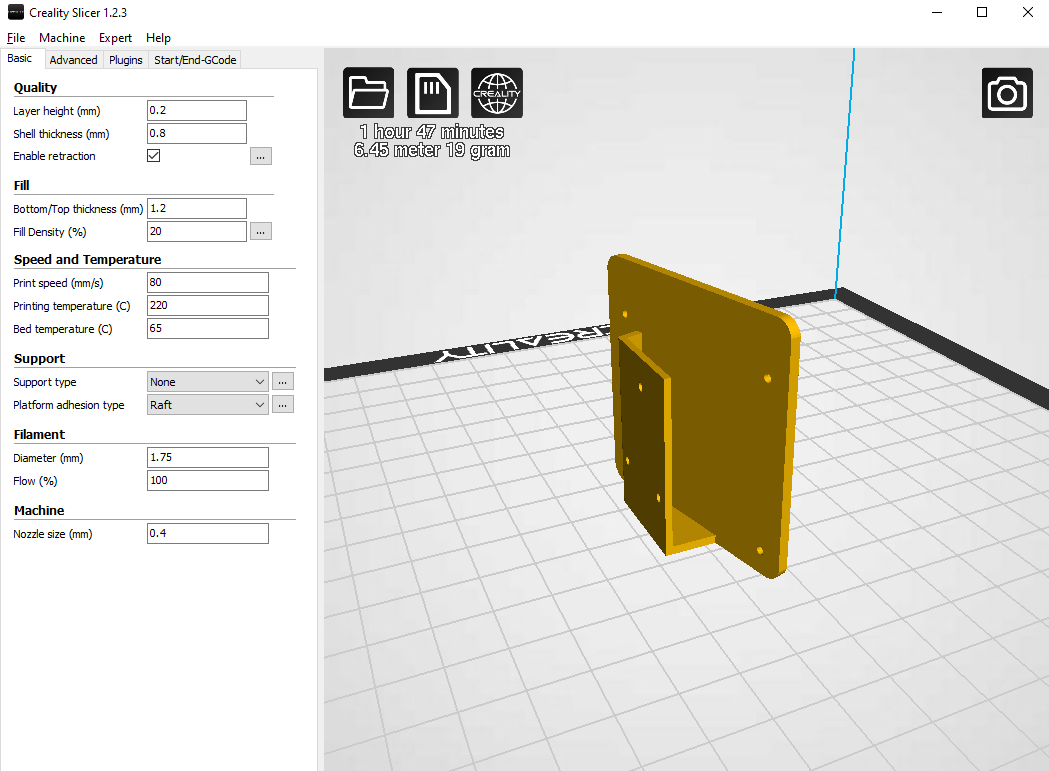
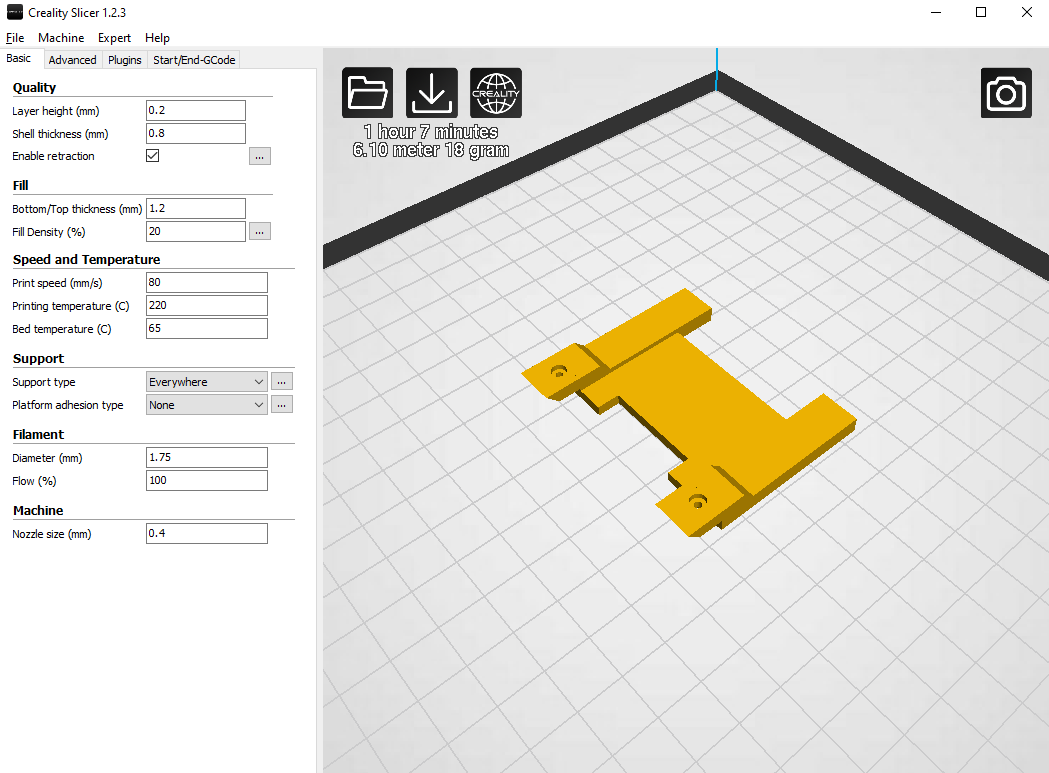
The Triton's design consists of 17 custom designed 3d printed parts. If you plan to use your own 3d printer you'll need to 3D print for roughly 20+ hours. There's nothing expensive or major requiring a machine shop, but a few tools are expected.
Equipment/Materials Used:
Software Programs Used:
- Autodesk Fusion360
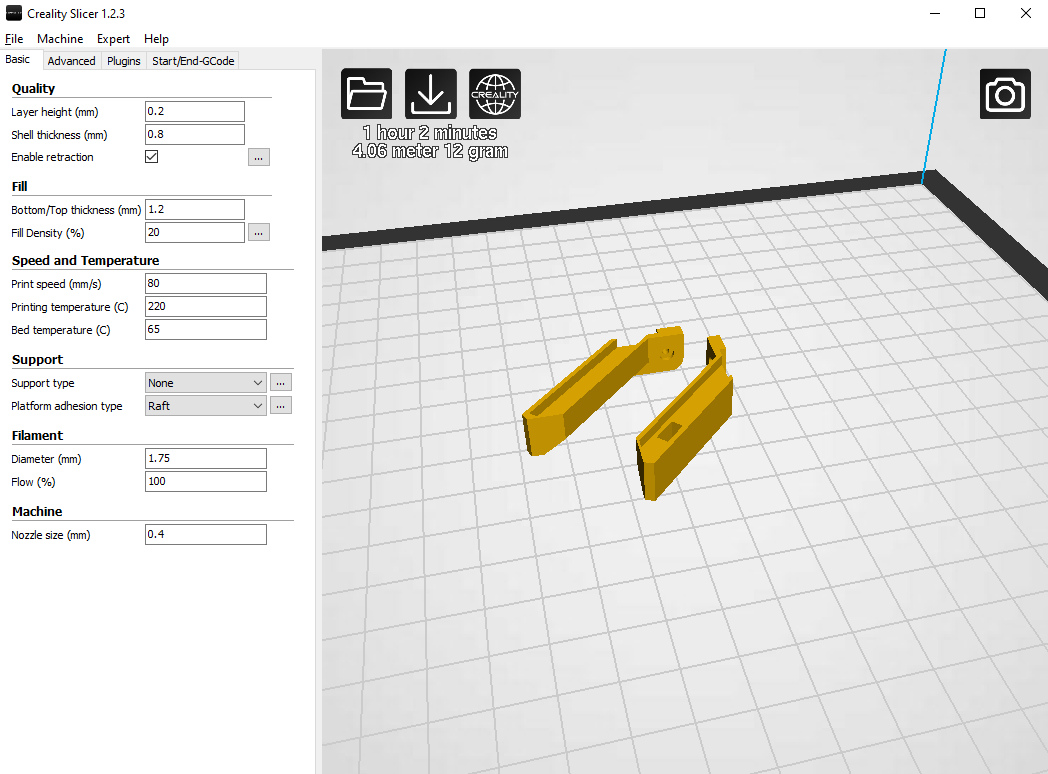
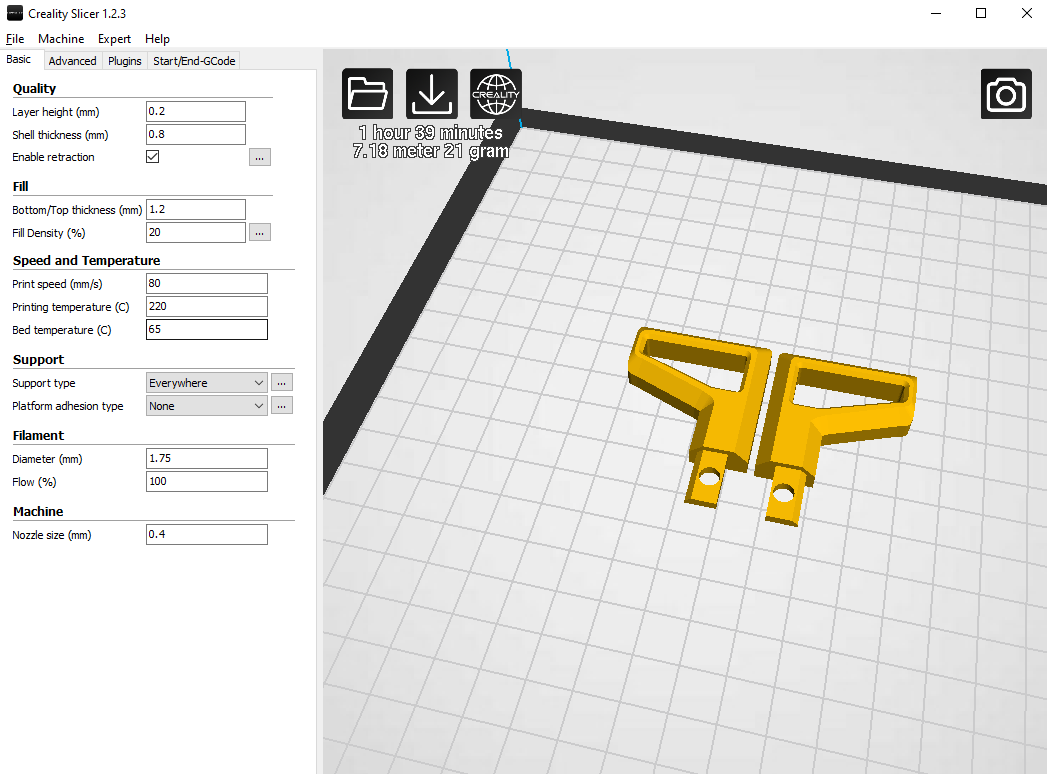
- Creality Slicing Software
Note: Creality slicer is not required. You can use any slicer software that you prefer.
If you need 3D printed parts
If you need 3d printed parts for the Triton and do not have access to a 3d printer you can purchase the parts directly from me. I have a quality grade 3d printer and will ensure quality checks before delivery.
Purchase Triton 3D Printed Parts
Licencing Notice
Creative Commons
Attribution-NonCommercial-ShareAlike
The Triton's source files licensed under the CC BY-NC-SA creative commons. This license let you remix, adapt, and build upon your work non-commercially, as long as they credit you and license their new creations under the identical terms.